制造业经历了从 IR 1.0 到 IR 4.0 的多次革命,从实际机器状态中收集监测数据的方法也发生了巨大变化。根据现在常用的 3S(sensing system, decision system, and control system)架构,机器健康检测的第一步就是传感器信号采集,其中振动信号的监测是最常用的监测参数之一。
EPSON 爱普生的三轴振动传感器M-A342系列采用了先进的石英加工技术,具有低噪声、高稳定性的特点,能够实现对振动速度的精确测量。低轴间灵敏度和低误差确保了测量数据的高准确性,这一优势对于振动监测来说至关重要,因为它直接关系到对设备健康状态的准确判断;传感器内置了自检功能,能够通过调用相应的寄存器获取传感器的诊断结果,可以有效提升产品稳定性。
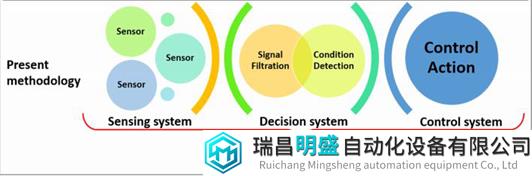
图1 现有机械状态监测方法
挑战:传感器监测缺陷和维护问题
以对机床的振动信号检测为例,在加工过程中的冲击和背景振动可能会淹没微弱的振动信号,使其难以准确地测量刀具或工件的微小振动,但往往这些微弱信号对于监测刀具磨损情况、判断工件加工质量具有重要价值;切削过程中同时存在高低频率的振动,若传感器不能覆盖足够宽的频率范围,则可能导致重要的振动信息被漏检,从而影响加工精度和产品质量。
此外,传统传感器通常缺乏内建的自检测机制,这意味着一旦传感器出现性能衰退或故障,系统很难实时发现问题。为了补充这一缺陷,通常需要外接检测电路或辅助自检装置,这不仅增加了设备的复杂程度,还可能拖延系统的响应时间,降低产品的工作效率和可靠性。
解决方案:爱普生的三轴振动传感器,可广泛应用于各种机器健康检测,内置自检功能
而爱普生的三轴振动传感器M-A342系列,以其卓越的技术参数,为车床振动监测提供了坚实的保障,确保了工作的准确性与可靠性。
还是看机床振动信号检测的例子,三轴振动传感器M-A342系列覆盖 1 Hz 至 1000 Hz 的频率下±100 mm/s 的振动速度范围,能够捕捉从低频到高频的各种振动,满足 ISO 20816 标准对一般数控机床主轴电机振动速度的检测需求,确保对数控机床主轴电机的振动速度进行全面监测,保障整个加工流程的监控覆盖,解决切削过程中可能出现的支持频段不足问题;同时,其一般情况下的速度检测灵敏度为 2.38 x 10^-4 (mm/s)/LSB),意味着即使是最微小的速度变化也能被精确捕捉。

图2 M-A342系列功能框图
该传感器的自检功能更是锦上添花,进一步提升了其可靠性。三轴振动传感器M-A342系列提供包含加速度自检、灵敏度自检、温度自检在内的六项自检功能,能够帮助用户及时发现传感器故障,预防可能导致的监测数据失真,确保数据的准确性和监测系统的稳定运行。
这些能力使得三轴振动传感器M-A342系列非常适用于各种机器的健康检测,包括但不限于制造业中的机床、泵、风扇和电机等设备的监控。准确、可靠的振动分析可以预测设备故障,从而实现预防性维护,降低意外停机时间,延长设备使用寿命,保证生产效率和质量。

更多相关资料请登录官网或联系爱普生销售:
上海Steve: steve.shen@ecc.epson.com.cn
深圳 Andy:andy.wang@ecc.epson.com.cn
爱普生HUD官网:
Interface ICs for Automotive – Products – Semicon Top – Epson
爱普生陀螺仪官网:
https://www5.epsondevice.com/en/products/sensor/#sub01
关注“爱普生电子元器件”公众号,更多功能等你体验